- How to Calibrate a 3D Printer
- Why is it important to calibrate a 3D printer?
- Tools needed to calibrate a 3D printer
- Bed leveling: the most important adjustment of a 3D printer
- How to properly adjust the Z Offset
- How to get a perfect first layer
- Extruder calibration (E-Steps)
- Flow calibration (Flow Rate)
- Retraction calibration
- Temperature calibration
- Print speed calibration
- Advanced calibration tests
- How to know if your 3D printer is properly calibrated
- Conclusion
- Frequently asked questions about 3D printer calibration
How to Calibrate a 3D Printer
One of the main reasons why many 3D prints fail has nothing to do with the quality of the printer or the material used.
In most cases, the real problem is poor calibration.
In fact, even an inexpensive 3D printer can produce amazing results if properly tuned, while a much more advanced machine can deliver mediocre prints when calibration is not adequate.
For this reason, learn How to calibrate a 3D printer It is one of the most important skills that any user should master.
A properly calibrated printer allows:
- Improve print quality.
- Reduce errors.
- Reduce material waste.
- Obtain more precise measurements.
- Improve the adhesion of the first layer.
- Achieve more professional finishes.
In addition, there are many common problems such as:
- Warping.
- Lack of adherence.
- Stringing.
- Overextrusion.
- Subextrusion.
They can be solved simply by performing a proper calibration.
In this guide you will learn step by step how to properly adjust your printer to get the best possible results.
| Calibration adjustment | Difficulty | Impact on quality |
|---|---|---|
| Bed leveling | Easy | ⭐⭐⭐⭐⭐ |
| Z Offset | Easy | ⭐⭐⭐⭐⭐ |
| E-Steps Calibration | Average | ⭐⭐⭐⭐ |
| Flow Rate | Average | ⭐⭐⭐⭐ |
| Retraction | Average | ⭐⭐⭐⭐ |
| Temperature | Easy | ⭐⭐⭐ |
| Speed | Easy | ⭐⭐⭐ |
| Acceleration and Jerk | Advanced | ⭐⭐⭐ |
| Input Shaping | Advanced | ⭐⭐⭐⭐ |
Quick tip: If you're a beginner, focus first on bed leveling, Z Offset, and extruder calibration. These are the settings that most improve print quality.
Why is it important to calibrate a 3D printer?
3D printing is a process where numerous factors are involved.
Small variations in any of them can significantly affect the final result.
For example:
- A poorly leveled bed can ruin the first layer.
- A poorly calibrated extruder can cause excess or lack of material.
- An incorrect temperature can cause surface defects.
- A poorly configured retraction can produce threads between parts.
When all these parameters work correctly, the quality improves dramatically.
Therefore, calibration should not be seen as a one-off task, but as a regular part of the maintenance of any 3D printer.
Tools needed to calibrate a 3D printer
Before starting, it is advisable to have some basic tools.
Recommended tools
- Standard sheet of paper.
- Digital calibrator.
- Metal rule.
- Good quality filament.
- Calibration test models.
- Updated slicer software.
It is not essential to have professional equipment.
In fact, most calibrations can be performed using very simple tools.
The best strategy is to always follow the same order.
This prevents one calibration from negatively affecting another.
The first and most important step is the correct leveling of the printing bed.
Bed leveling: the most important adjustment of a 3D printer
If we had to choose a single calibration capable of making the difference between a successful print and an absolute failure, it would be the leveling the printing bed.
In fact, many of the problems experienced by novice users originate precisely here.
When the bed is not properly leveled, problems such as:
- Poor adhesion.
- Warping.
- First irregular layer.
- Deformed parts.
- Impressions that peel off.
- Excessive accumulation of material.
Therefore, before touching any other parameters, we must make sure that the base on which the piece will be built is perfectly adjusted.
What does it mean to level a 3D printer?
Leveling a 3D printer involves adjusting the distance between the nozzle (nozzle) and the printing surface.
The goal is to ensure that this distance is uniform throughout the bed.
Although many modern printers incorporate systems of Auto Bed Leveling (ABL)It remains important to understand this process.
Automatic leveling helps enormously, but it does not completely replace a good initial calibration.
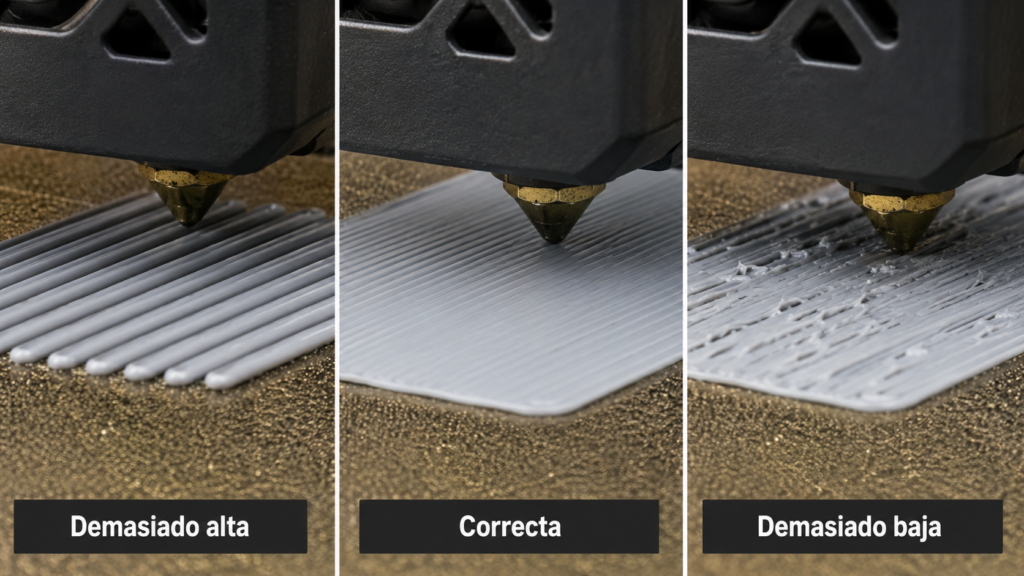
How to know if the bed is poorly leveled
There are several symptoms that are very easy to identify.
Nozzle too high
When the nozzle is too far from the surface:
- The filament is not crushed properly.
- The lines appear separately.
- The piece can be easily peeled off.
Visually, something similar to “spaghetti” is usually seen lying on the bed.
Nozzle too low
When the nozzle is excessively close:
- The filament gets too crushed.
- Marks appear.
- The extruder may get stuck.
- The first layer becomes irregular.
In extreme cases it can even damage the printing surface.
Uneven leveling
If some areas print correctly and others do not:
- The bed is probably not level.
- There may be slight deformation.
- The compensation system is not working properly.
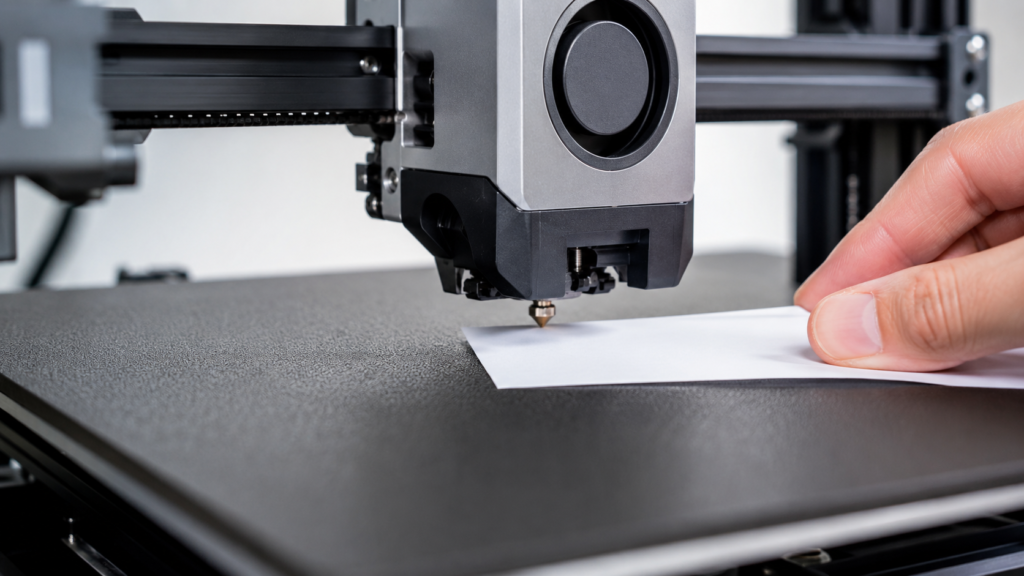
Classic method: level the bed with a sheet of paper
Although more advanced methods exist, this remains the most widely used technique.
Plus it works perfectly.
Step 1
Heat up the printer.
It is important to perform the leveling at the usual working temperature.
For example:
PLA:
- Hotend: 200°C
- Bed: 60°C
PETG:
- Hotend: 240°C
- Bed: 80°C
ABS:
- Hotend: 250°C
- Bed: 100°C
Thermal expansions may slightly modify the measurements.
Step 2
Make Home of all axes.
The printer must know its exact position before starting.
Step 3
Deactivate the engines.
We will usually find an option called:
- Steppers Disable.
- Disable Motors.
Step 4
Place a sheet of paper between the mouthpiece and the bed.
The goal is to notice slight resistance when moving the paper.
It should not remain:
❌ Loose.
❌ Locked.
It should slide with smooth resistance.
Step 5
Adjust the leveling wheels.
Perform the process in:
- Left front corner.
- Front right corner.
- Left rear corner.
- Right rear corner.
Then repeat the cycle again.
Normally we will need several passes.
Step 6
Check the center of the bed.
Once the corners are adjusted, also check the central area.
Automatic leveling (Auto Bed Leveling)
Modern printers incorporate sensors such as:
- BLTouch.
- CR Touch.
- Inductive.
- Capacitive.
These devices measure multiple points on the surface.
The firmware then automatically compensates for minor irregularities.
Currently, we find ABL systems in printers such as:
- Bambu Lab A1.
- Bambu Lab P1S.
- Bambu Lab X1 Carbon.
- Creality K1.
- Elegoo Neptune 4.
- Anycubic Kobra.
Even so, it is advisable to periodically check the general condition of the bed.
How to properly adjust the Z Offset
Once the bed is leveled, one of the most important parameters arrives:
The Z Offset.
The Z Offset defines the exact distance between the nozzle and the printing surface when the printer considers it to be at Z=0.
Small differences of just tenths of a millimeter can greatly affect the quality of the first layer.
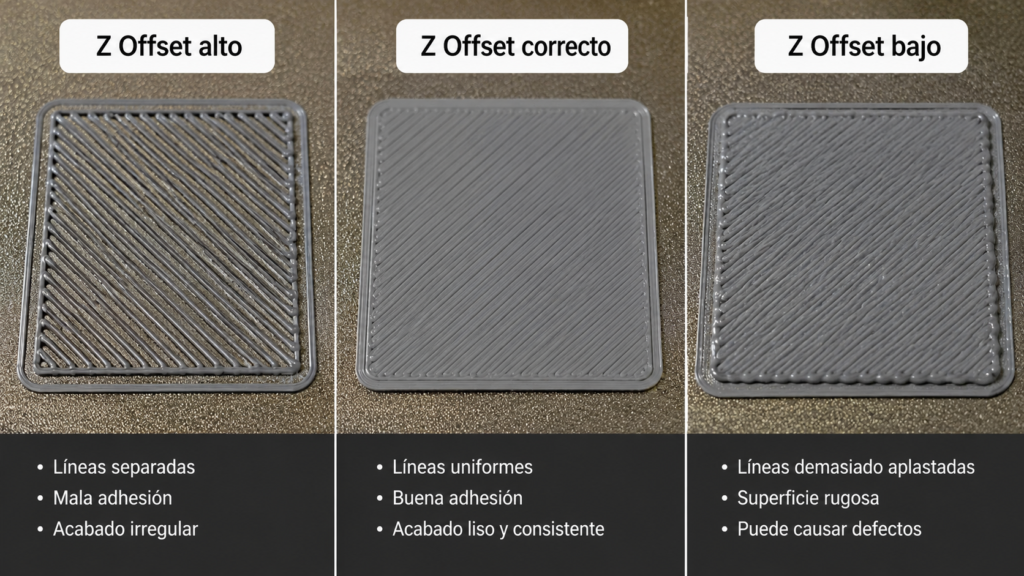
Symptoms of a Z Offset that is too high
- Poor adhesion.
- Separate lines.
- First weak layer.
- Parts that come off.
Symptoms of a Z Offset that is too low
- Excess crushing.
- Marks on the surface.
- Accumulation of material.
- Risk of damaging the bed.
How to find the perfect Z Offset
The best technique is to print a first layer test.
While the printer works, we progressively adjust the offset until we achieve:
✅ Uniform lines.
✅ Good union between passes.
✅ Smooth surface.
✅ Correct adhesion.
This small adjustment usually produces dramatic improvements.
How to get a perfect first layer
Within the world of 3D printing there is a well-known phrase:
A good impression starts with a good first layer.
And it is absolutely true.
The first layer acts as the foundation of a house.
If it fails, everything that comes after will be compromised.
Factors affecting the first layer
Leveling
The most important factor.
Z Offset
Directly related to accession.
Bed temperature
Each material needs different temperatures.
Surface cleaning
A dirty bed can ruin any impression.
We recommend cleaning regularly with:
- Isopropyl alcohol.
- Specific products recommended by the manufacturer.
First layer speed
The first layers are usually printed more slowly.
This significantly improves adhesion.
First layer test
One of the best calibration tools is to print specific first layer patterns.
These models allow you to quickly observe:
- Z Offset.
- Accession.
- Uniformity.
- Leveling.
They also consume very little material.
Therefore, we recommend using them after any major adjustments.
Expected result
When the bed is properly leveled and the Z Offset is adequate, we should get:
✅ First uniform layer.
✅ Consistent adhesion.
✅ No gaps between lines.
✅ No excess crushing.
✅ Solid base for all printing.
And once this is achieved we can move on to the next calibration phase: adjusting the extruder and the exact amount of material that the printer deposits in each layer.
Extruder calibration (E-Steps)
Once the bed is perfectly level and we have achieved a uniform first layer, it is time to calibrate one of the most important components of any 3D printer:
The extruder.
The function of the extruder is to push exactly the amount of filament that the printer needs at any given time.
If the extruded quantity is not correct, problems will appear that will directly affect the print quality.
For this reason the calibration of the E-Steps It is one of the most important tasks for obtaining precise parts.
What are E-Steps?
E-Steps (Extruder Steps per Millimeter) indicate how many steps the extruder motor must take to push one millimeter of filament.
Each printer incorporates a factory default value.
However, small mechanical variations can cause differences between the theoretical amount and the actual amount of extruded material.
Therefore, it is advisable to check this adjustment periodically.
Problems with poor extruder calibration
Overextrusion
The printer ejects more material than necessary.
Symptoms:
- Irregular surfaces.
- Accumulation of material.
- Excessively thick layers.
- Poorly defined details.
Subextrusion
The printer ejects less material than necessary.
Symptoms:
- Gaps between layers.
- Weak walls.
- Lack of consistency.
- Fragile parts.
How to calibrate E-Steps step by step
This method works on virtually any FDM printer.
Step 1
Heat the hotend to the usual filament temperature.
For example:
PLA:
- 200°C
PETG:
- 240°C
ABS:
- 250°C
Step 2
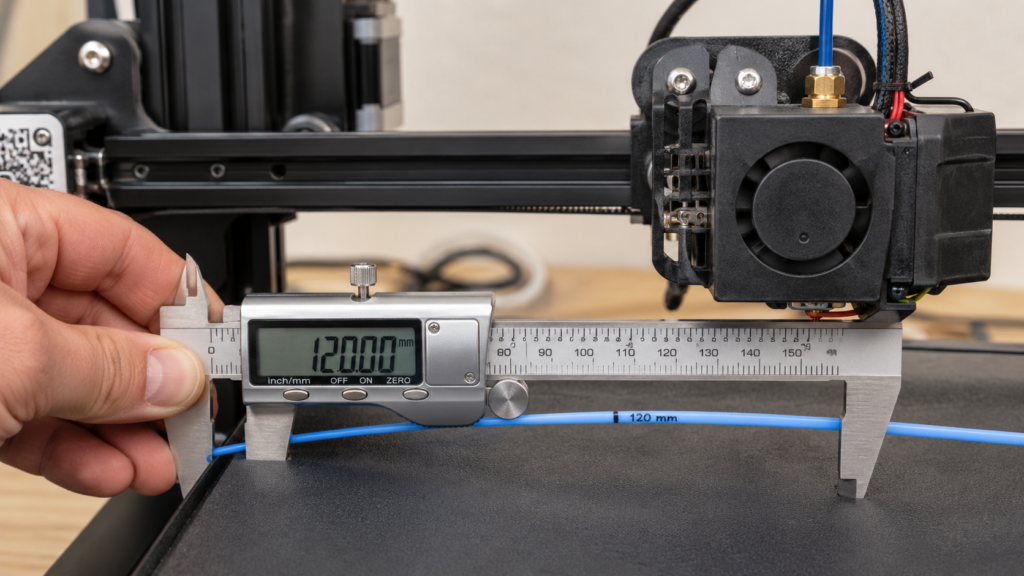
Mark exactly 120 mm of filament using a precise gauge or ruler.
The marking must be made from the extruder entry point.
Step 3
Instruct the printer to extrude 100 mm of filament.
Step 4
Measure how much filament remains until the mark.
Example:
If after extruding there are 25 mm left instead of 20 mm it means that you have really only extruded 95 mm.
Step 5
Calculate the new E-Steps.
Most firmwares allow you to easily enter the new value.
Once updated, repeat the test until you obtain a virtually perfect extrusion.
Flow calibration (Flow Rate)
Once the E-Steps are adjusted, the next level of precision arrives:
Material flow calibration.
While E-Steps correct the mechanical behavior of the extruder, the flow allows the actual amount of plastic deposited during printing to be refined.
This calibration is especially important when we use:
- New materials.
- Different filament manufacturers.
- Different nozzles.
- Specific layer heights.
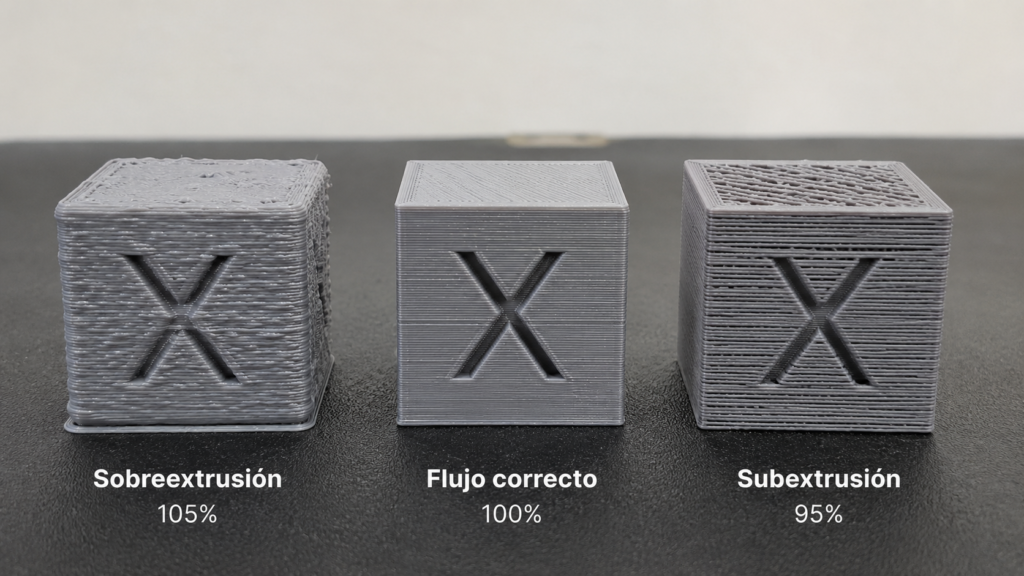
What happens if the flow is incorrect?
Flow too high
They appear:
- Excess material.
- Bulging layers.
- Rough surfaces.
- Poorly defined details.
Flow too low
They appear:
- Visible gaps.
- Lack of bonding between layers.
- Structural weakness.
How to calibrate the Flow Rate
Currently, most users use specific tests included in programs such as:
- OrcaSlicer.
- Bambu Studio.
- PrusaSlicer.
These tools generate parts designed to quickly identify the optimal flow.
The procedure usually consists of:
- Print multiple samples.
- Compare results.
- Select the best surface.
- Apply the recommended adjustment.
Calibration cubes: an essential tool
One of the most used models to check the accuracy of a 3D printer is the famous one:
Calibration cube 20x20x20 mm.
Its simplicity makes it an extremely useful tool.
Allows you to verify:
- Dimensions.
- Precision.
- Flow.
- E-Steps.
- Surface quality.
How to interpret a calibration cube
Once printed, we must measure it using a digital gauge.
Expected dimensions:
- X = 20 mm
- Y = 20 mm
- Z = 20 mm
If the measures differ significantly, it may be necessary to review:
- E-Steps.
- Flow.
- Mechanical stresses.
- Straps.
How to correctly measure filament
One aspect that many users overlook is that the filament diameter may vary slightly.
Although it is marketed as:
- 1.75 mm
- 2.85 mm
There may actually be small differences.
Therefore, it is advisable to measure several points on the coil using a digital gauge.
We can then enter that value into the slicer to improve printing accuracy.
How to detect overextrusion problems
Overextrusion is usually relatively easy to identify.
Most common symptoms:
- Excess visible material.
- Rounded corners.
- Poorly defined letters.
- Rough surfaces.
In these cases it is usually necessary:
✅ Review flow.
✅ Review E-Steps.
✅ Check filament diameter.
How to detect underextrusion problems
Underextrusion is equally common.
Symptoms:
- Gaps between the lines.
- Weak layers.
- Incomplete walls.
- Surfaces with missing areas.
The most common causes are usually:
- Incorrect E-Steps.
- Insufficient flow.
- Partially obstructed nozzle.
- Low quality filament.
Expected result after extruder calibration
When E-Steps and flow are correctly adjusted we obtain:
✅ More precise dimensions.
✅ Better surface quality.
✅ Uniform walls.
✅ Less unnecessary material consumption.
✅ More reliable impressions.
Once this phase is completed, we can move on to the next level of optimization: the retraction, temperature and speed calibration, three parameters that greatly influence the final finish of the parts.
Retraction calibration
Once the printer extrudes the correct amount of material, the next step is to optimize the retraction.
Retraction is one of the parameters that most influence the visual finish of a piece.
Its function is very simple:
When the nozzle moves from one point to another without printing, the extruder slightly retracts the filament to prevent further material from coming out.
If this adjustment is not correct, very common defects will appear.
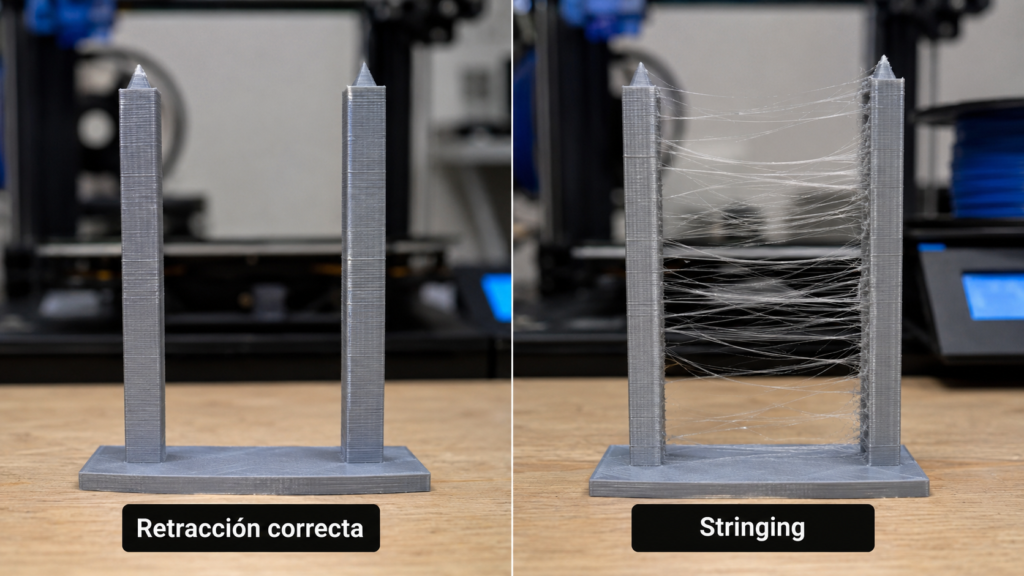
What is stringing?
The stringing It is one of the most common problems in 3D printing.
It is easily recognized because small plastic threads appear between different parts of the piece.
Visually they look like cobwebs.
The most frequent causes are:
- Insufficient retraction.
- Temperature too high.
- Wet filament.
- Incorrect speed.
How to calibrate retraction
The simplest way is to use a specific retraction test.
These tests usually show:
- Two separate towers.
- Multiple columns.
- Geometries designed to force displacements.
As we modify the parameters, we observe the number of threads generated.
Orientative retraction distance
Direct Drive Extruder
- 0.5 mm to 2 mm
Bowden System
- 3 mm to 7 mm
These values are only an initial reference.
Each printer may require different adjustments.
Retraction speed
Speed is also essential.
Common values:
- 25 mm/s
- 35 mm/s
- 45 mm/s
- 60 mm/s
The best configuration will depend on:
- Extruder type.
- Material.
- Hotend.
- Overall printing speed.
Temperature calibration

Another parameter that greatly influences print quality is temperature.
Although manufacturers indicate recommended ranges, each printer and each coil may behave differently.
For this reason, advanced users often perform specific tests known as:
Temperature Towers
O
Temperature towers
What is a Temperature Tower?
It is a model divided into multiple sections.
Each zone is printed at a different temperature.
For example:
- 220°C
- 215°C
- 210°C
- 205°C
- 200°C
- 195°C
Once the printing is finished, we analyze which one it offers:
- Better finish.
- Less stringing.
- Greater definition.
- Better adhesion between layers.
Typical temperatures depending on material
PLA
- 190°C – 220°C
PETG
- 220°C – 250°C
ABS
- 230°C – 260°C
TPU
- 210°C – 240°C
These figures are indicative.
The ideal temperature will always depend on the manufacturer and the specific characteristics of the material.
Print speed calibration
Speed is one of the most important parameters and, at the same time, one of the most misunderstood.
Many users try to print as quickly as possible.
However, excessively increasing speed can cause:
- Loss of detail.
- Vibrations.
- Ghosting.
- Poor adhesion between layers.
- Surface defects.
What is the ideal speed?
There is no universal answer.
It will depend on:
- The printer.
- The material.
- The hotend.
- The movement system.
For general reference:
PLA
- 50 mm/s – 150 mm/s
PETG
- 40 mm/s – 100 mm/s
ABS
- 40 mm/s – 80 mm/s
Modern high-speed printers can far exceed these figures.
Ghosting and Ringing
One of the problems that usually appears when we increase speed too much is the so-called:
Ghosting
O
Ringing
What is Ghosting?
It consists of small undulations visible near corners, text or details.
They usually appear because of:
- Vibrations.
- Excessive accelerations.
- Poorly tensioned straps.
How to reduce Ghosting
Reduce speed
It is the simplest solution.
Adjust accelerations
Many printers allow you to modify:
- Acceleration.
- Jerk.
- Input Shaping.
Review mechanical structure
Check:
- Straps.
- Pulleys.
- Screw.
- Guides.
Advanced calibration tests
Once the basic settings have been mastered, there are additional tests that allow for further optimization of print quality.
XYZ Cube
Allows you to check:
- Dimensions.
- Precision.
- Scaling.
Temperature tower
Optimizes the material temperature.
Retraction tower
Reduce stringing.
Flow test
Adjust the Flow Rate.
Bridge testing (Bridging)
It allows you to evaluate the ability to print overhangs without support.
Overhang Test (Overhang Test)
Very useful for optimizing cooling and surface quality.
Recommended calibration order
One of the most frequent errors is modifying multiple parameters at the same time.
The best strategy is to always follow the same order:
1. Bed leveling
2. Z Offset
3. E-Steps
4. Flow Rate
5. Temperature
6. Retraction
7. Speed
8. Advanced testing
Following this process prevents one modification from negatively affecting another.
Expected result after complete calibration

When all these parameters are correctly adjusted, the improvement is usually dramatic.
We will obtain:
✅ Better surface quality.
✅ Less stringing.
✅ Greater dimensional accuracy.
✅ Better adhesion between layers.
✅ Fewer printing errors.
✅ Less material waste.
✅ More resistant parts.
And most importantly:
✅ Much more reliable and repeatable prints.
A properly calibrated printer can deliver professional results even without the need for large hardware investments.
How to know if your 3D printer is properly calibrated
After making all the above adjustments, a logical question arises:
How do you know if the printer is really well calibrated?
The answer is quite simple.
A properly calibrated printer must produce parts that have the following characteristics:
✅ First uniform layer.
✅ Good surface finish.
✅ Absence of stringing.
✅ Precise dimensions.
✅ Consistent walls.
✅ Good adhesion between layers.
✅ No unexpected deformations.
In addition, the impressions should be repeated with similar results over and over again.
Consistency is one of the best indicators of good calibration.
Signs that there is still some problem
If you notice any of these symptoms, some adjustments will probably need to be checked:
Adhesion problems
Possible causes:
- Poorly leveled bed.
- Z Offset incorrect.
- Insufficient temperature.
Threads between pieces
Possible causes:
- Incorrect retraction.
- Excessive temperature.
- Wet filament.
Incorrect dimensions
Possible causes:
- Poorly calibrated E-Steps.
- Incorrect flow.
- Mechanical problems.
Visible vibrations
Possible causes:
- Excessive speed.
- Loose straps.
- Accelerations that are too high.
Most common errors when calibrating a 3D printer
Calibration may seem complicated at first.
However, most problems are usually caused by a series of very specific errors.
Modify too many parameters at once
This is probably the most common mistake.
If you change:
- Temperature.
- Retraction.
- Flow.
- Speed.
simultaneously, it will be impossible to know what adjustment has generated the improvement or problem.
The best strategy is to modify a single parameter at a time.
Do not use test models
Calibration tests exist for a reason.
Trying to calibrate directly on complex parts often causes confusion.
Therefore, we recommend:
- XYZ Cubes.
- Temperature Towers.
- Retract Towers.
- Flow tests.
Use low quality filament
It doesn't matter how well calibrated the printer is.
Poor material will always cause problems.
Therefore, we recommend using filaments from recognized manufacturers.
Ignore humidity
Many users overlook this aspect.
However, filaments such as:
- PETG.
- Nylon.
- TPU.
They can absorb moisture quickly.
This negatively affects print quality.
Obsess over absolute perfection
3D printing is not an exact science.
Small variations are completely normal.
The important thing is to achieve a consistent and reliable level of quality.
Conclusion
Learn How to calibrate a 3D printer It is one of the best time investments any user can make.
It doesn't matter if you use a basic printer for learning or a professional production-oriented machine.
The final quality of the parts will depend largely on correct calibration.
Throughout this guide we have seen how to adjust:
- The printing bed.
- The Z Offset.
- The E-Steps.
- The flow of material.
- Retraction.
- The temperature.
- Speed.
Mastering these parameters will allow you to:
✅ Get more accurate prints.
✅ Reduce errors.
✅ Save material.
✅ Improve surface quality.
✅ Achieve much more professional results.
The good news is that once the fundamentals are understood, calibration becomes a quick and easy process.
And the results are completely worth it.
Keep learning about 3D printing
We also recommend you visit our related guides:
👉 Everything you need to know about 3D printing
👉 Best professional 3D printers
Frequently asked questions about 3D printer calibration
It will depend on the use.
As a general rule, it is advisable to review the leveling periodically and perform a complete calibration when quality problems arise.
Yeah.
Although many modern printers come fairly tight from the factory, it is always advisable to check the main parameters.
It is the exact distance between the nozzle and the printing surface when the printer is in the Z=0 position.
The most common causes are usually:
Poor leveling.
Incorrect temperature.
Dirty surface.
Z Offset poorly adjusted.
These are the steps per millimeter that the extruder motor performs to push filament.
It is the percentage of material that the slicer orders to be extruded during printing.
Usually by:
Insufficient retraction.
Temperature too high.
Wet filament.
The first layer.
Always.
Normally between:
190°C and 220°C
depending on the manufacturer.
Between:
50 mm/s and 80 mm/s
It usually offers good results.
The combination of:
Good calibration.
Quality material.
Optimized profiles.
It usually generates very significant improvements.
Absolutely yes.
Even very advanced models improve significantly after proper calibration.
A test designed to identify the optimal printing temperature of each material.
A test used to optimize retraction and reduce stringing.
The combination between:
Leveling.
Z Offset.